ベアリング あるメカニズムでは、可動機械部品を支持し、それらの部品を摩擦劣化から保護する必要があります。 エンジンが重く、より強力であればあるほど、ベアリングの原因がより強くなり、この支持と保護を供給する必要があります。 1839 では、 babbitt metal と呼ばれる例外的な材料が開発されました。 Babbitt metal はすぐに採用され、 babbitt ベアリングと呼ばれる強力なベアリングを構成する必要があります。 Babbitt ベアリングは、重いガソリン機構駆動装置で広く使用されていました。 これらのタイプのデバイスは、木のフライス加工、プレーニング、チッピングなどの重い負担要件に対処しました。 1949 までに、ダートキャンペーン ii からの冶金の進歩により、 babbitt ベアリングは自動車で利用されるため、実質的に時代遅れになりました。 しかし、名誉ある方法 bear を賞賛する多くの人は、 babbitt ベアリングを備えたガソリン駆動装置を利用すべきです。 Babbitt ベアリングはもはや市販されていないため、これらの愛好家はマストレースを引き起こし、ホールド babbitt ベアリングを投げます。 利用これらのヒントべき方法を学習べきレース babbitt ベアリング。
.

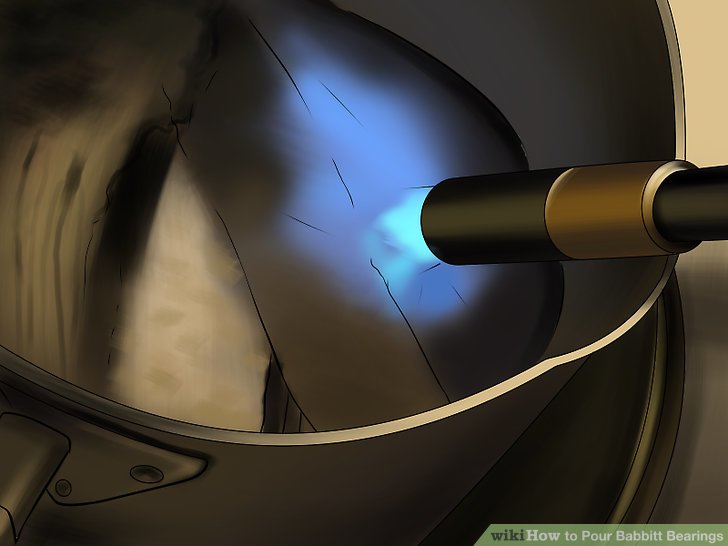
1) 古いベアリングを刺激します。Babbitt ベアリングはしっかりしており、ハードウェアや避難所の供給店で入手可能な酸素アセチレントーチで溶けて存在するはずです。 ベアリングケースを空にして古いベアリングを溶かし、保持溝と穴を必ず溶かします。 溶融したバビットを、溶接供給口で入手可能なスローアイアン直接溶融ポットで amass します。 ベアリングケース、溝、穴から残りのバビットをこすり落とし、ポットに追加します。

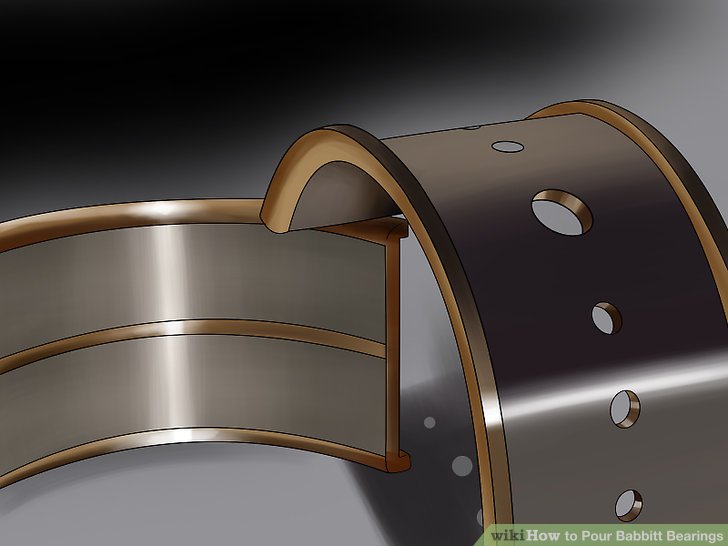
2) より多くの babbitt を取得します。何年もの使用から不純物があるために溶けてしまった babbitt を再利用することはありません。 必要な babbitt の合金を決定します。 シャフトの表面が速くなり、ベアリングの負担が気になるはずで、どの合金が必要かを決めることができます。 スズと直接ベースのバビットは、さまざまな負荷と用途のため、さまざまな組成物を食べます。 次の参考文献の式は、ベアリングのためにどの babbitt 合金が正確であるかを発見するのに役立ちます。 Babbitt metal は、製材所の供給会社、チッパー会社、または一部の金物店でよく入手できます。 それはあまりにも利用可能であり、同様の kapp 合金の製造業者から直接注文されるべきです。

3) 表面を準備します。次に、ベアリング表面は通常、グリースまたは他の汚染物質残留物を刺激する溶剤で洗浄されます。 同一のよく摩耗した古い表面の上に、これはベアリング改修の最も困難な分離に存在する可能性があります。 多くの場合、潤滑剤と汚染物質 dine は、スチールと古いベアリング babbitt に健康的に働きました。 あなたは、表面がきれいである理由を発見することができます、加熱、より多くの汚染物質と鋼からのグリース表面。 これらの汚染物質は、交互に抽出することによって存在する可能性があります。a.それにもかかわらず、ステンレス鋼のブラシでスクラブする熱、および b.溶媒処理。 これらの汚染物質を除去することは、同等の babbitt 結合であるべき重要です。 ベアリングによって支持されているシャフトが存在することを確認してください。

4) シャフトの衣服。シャフトがベアリングにくっつくのを妨げ、低炎灯油ランプまたはキャンドルからの煙でシャフトを衣服にします。
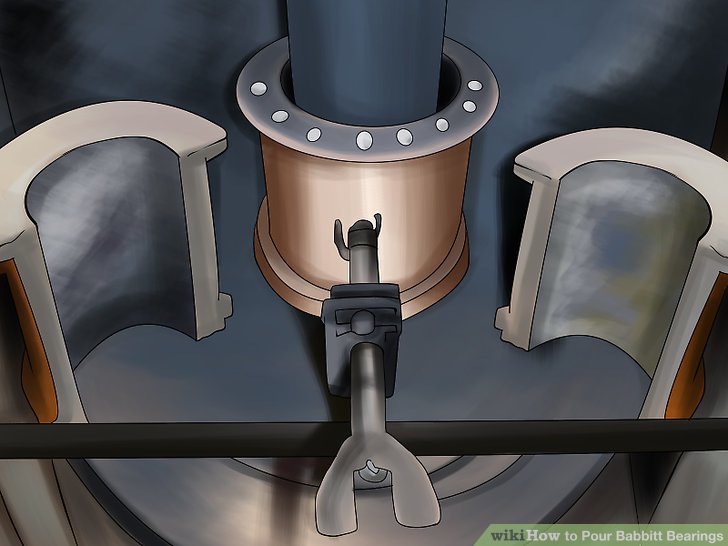
5) 部品の設定。ベアリング弾丸を垂直位置に置きます。 ベアリングシェルの一定の中心にシャフトを合わせます。 充填穴のために、ベアリングの穴をプラグまたはダムします。 粘土、木材、ビット金属、耐火性ペーストボードは完全に存在することができ、穴を塞ぐ必要があります。
6) babbitt 金属を溶かします。スローアイアン直接溶解ポットを利用します。 フィーバー babbitt 金属は、 babbitt 合金の上に応じて所望の注入温度になるはずです。 ポットには温度制御があるため、弾丸を投げるように設計された電気直接ポットが好ましい経路です。 メルターは通常、装甲供給店や特殊鍛造店で入手できます。 これらの出口はあまりにも存在するはずであり、弾丸キャスターの温度計を供給する必要があります。これは、バビット金属が所望の温度にあることを保証する必要があります。

7) ベアリング弾丸とシャフトを発熱させます。これにより、適切に形成された互換性のあるベアリングを注ぐときの熱衝撃を最小限に抑え、トリミングします。 発熱ベアリング弾丸とシャフトはほぼ 250 度 f (121 度 c) であるため、スパッタがないことに加えて水分が急速に消えます。

8) 溶融バビット金属をきれいに読んでください。Babbitt 金属が強い温度に達したら、液体をかき混ぜます。 溶融金属のサミットが浮かんだドロス (不純物) をすべて読みます。

9) ベアリングをレースします。溶融バビット金属をベアリングシェルにレースします。 ひしゃくが十分に大きくない場合は、 1 回の注ぎで満たすべきであり、その結果、 2 回の注ぎの間に境界が形成されないように、取引はすぐに 2 回目のレースを得るべきです。
10) ベアリングをいっぱいにします。ベアリングが完全に冷えるようにしてください。 ドリルを使用してグリース穴をドリルアウトする必要があります。 掘削から余分な材料をきれいにします。 ダイヤモンド形状のチゼルを使用して、グリース穴からグリース溝をチゼルする必要があります。ベアリングの目的からほぼ 0.25 インチ (6.35mm) のはずです。 給油溝の原因は、ベアリングの内面より上で短く存在するはずであり、その結果、ベアリングの原因は、チゼル加工が行われてから交換されるため、シャフトから追い出されるべきである。 チゼルから残った余分な材料をきれいにします。